
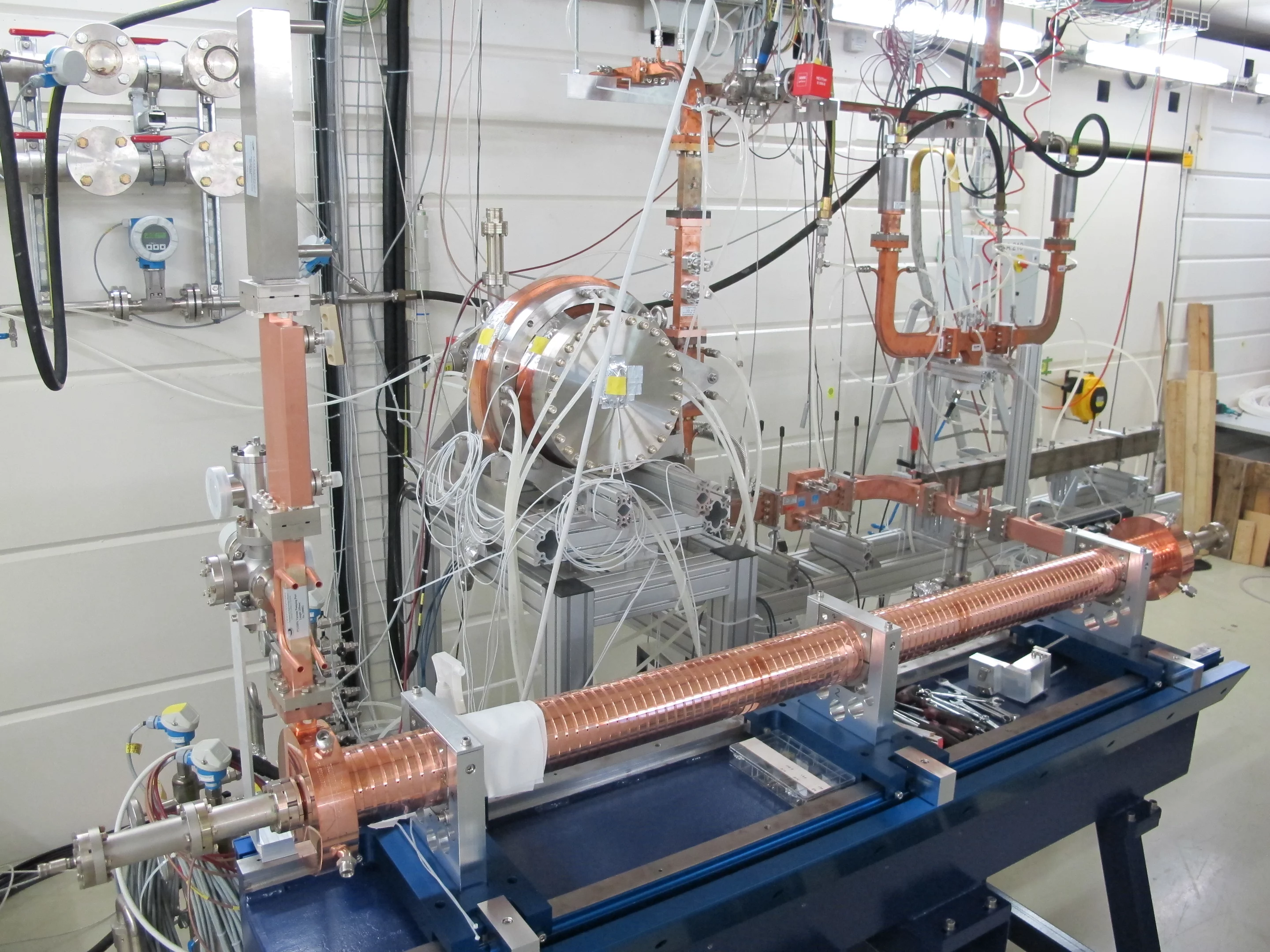
At the PSI, the first accelerator structure has been completed for the linear accelerator of SwissFEL. A total of 104 of these structures are needed to accelerate the electrons to the required energy to produce the X-ray pulses in SwissFEL. The component manufactured using high-precision technology is currently undergoing high-performance testing.
Only another 103 to go... At the Paul Scherrer Institute, PSI, the first accelerator structure has been completed for the linear accelerator of SwissFEL. The new large-scale facility at PSI is currently being built in the Würenlingen forest, and from 2016 it will generate high-intensity X-ray pulses with the properties of laser light.
High-precision manufacturing
A total of 104 of these structures are needed to accelerate the electrons to the required energy to produce the X-ray pulses in SwissFEL. They each comprise 113 ring-shaped copper disks (referred to as “Kupfertassen” or “copper cups”). The tolerance for error when manufacturing the accelerator structures is virtually zero, hence the individual copper disks have to be finished with a high level of precision. They are joined using robotic equipment that works in cleanroom conditions. All of the work processes are set out in very fine detail. The copper disk, prepared by a specialist, is heated to approximately 50 degrees and sent by a robotic arm for testing using a 3D camera. The robotic arm then stacks the copper disk on top of the preceeding disks and allows it to cool back down to room temperature. This results in a slight shrinkage joint which ensures that the parts are perfectly aligned. As soon as the stack is finished, an automatic measurement determines whether the required precision has been achieved.
Finally, the stack is carefully secured, and a special trolley is used to transport it to the ultra-high vacuum soldering oven. This gigantic piece of equipment, measuring almost 9 meters, was purchased specially for soldering the copper disks. Precision is also absolutely essential during the soldering process. “Even the tiniest amount of unevenness on the surface of the copper could lead to breakdown under high voltage”, emphasizes Florian Löhl, the SwissFEL team member responsible for the linear accelerator.
Energy-optimized performance
The finished SwissFEL will combine four of the accelerator structures in each accelerator module. The linear accelerator will be 335 meters in total length. In order to perform as desired, despite its relatively short length compared with other accelerator facilities, a huge acceleration field of around 30 million Volts per meter has to be created. “The electron energy is to be increased by more than two hundred million electron volts per module”, says Löhl. Only this high electron energy can create the X-ray pulses of the quality needed for the experiments at SwissFEL, which involve visualizing tiny structures and extremely fast processes that have so far been impossible to study.
But the SwissFEL developers were not only concentrating on optimum performance when designing the linear accelerator. “We have also succeeded in reducing its energy consumption to considerably below that of comparable facilities”, Löhl was happy to report.
The accelerator structure will continue to be subjected to extremely rigorous high-performance testing until around September. Work is already in progress on further structures: “The next challenge is then to produce and test a complete accelerator module”, says Löhl, describing the next steps.
The robot live at work