
The vacuum chambers are those components that make up the tube inside the electron storage ring. In the PSI workshop, you can see them being made out of high-purity copper.
- Read Part 1 of the vacuum chamber story here.
Most of the vacuum chambers for the future SLS are made up of not one but several distinct parts which are put together after being manufactured separately. Typically, some of these parts are straight, while others are gently curved so that all the chambers form the vacuum ring when finally assembled.
“We spent a long time working out how to achieve this curvature,” says PSI technician René Sieber. The straight parts can be made by hollowing out a single workpiece from the inside. “We start with a solid block of forged copper, because that alone has the high density and the quality that we need.”
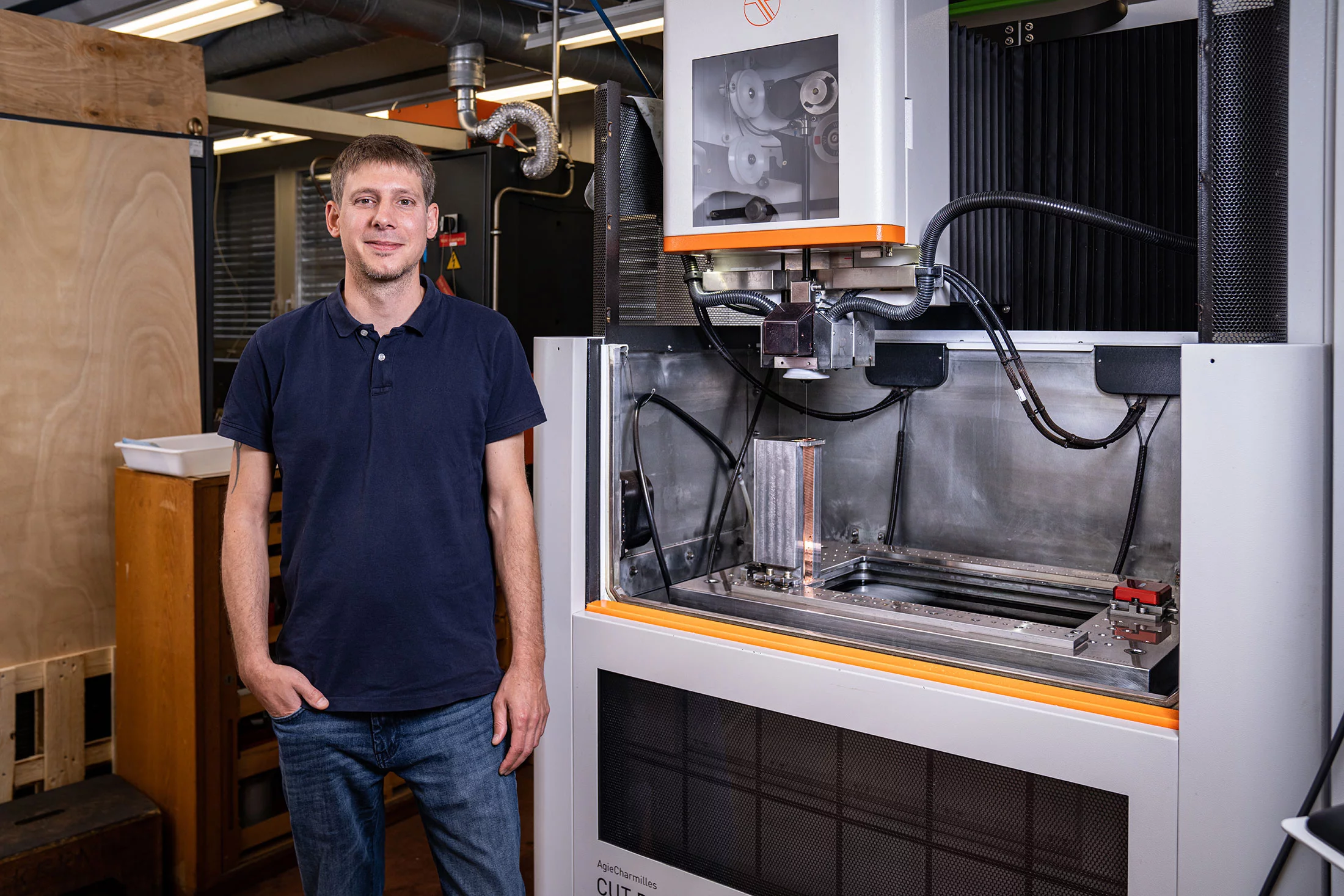
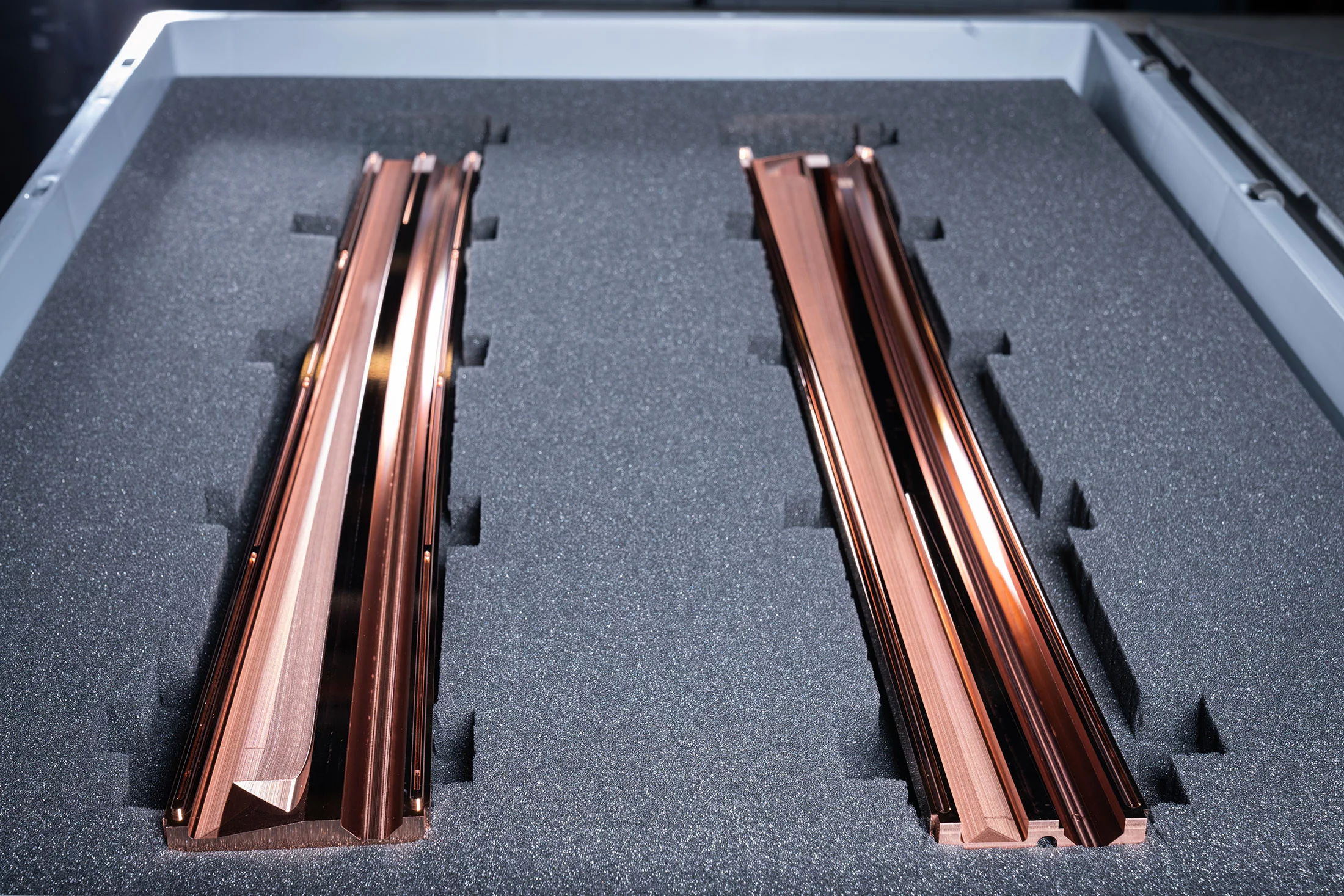
As Sieber leads us through the PSI workshop, he points out the various machines that a number of his employees are using to process the components, ending up with clean, shiny sections of the chamber which they carefully place in foam boxes. Getting to this point is a quite a job: “First we use a water jet to cut the raw copper blocks to the right size. Then we heat them to 250 degrees Celsius to relieve any stresses in the material.”
The straight sections of the chambers are wire-eroded, a process for which the workshop has two machines, each as tall as a person. A first, preliminary hole is made in the workpiece and a thin wire is threaded through it. In the eroding machine, both are submerged in water. An electrical voltage is then applied across them, with the wire forming one pole and the copper block the other. As sparks discharge between the two under water, they remove the material with great precision.
As bendable as macaroni
However, a taught wire can only be used to erode straight sections. For those parts of the chambers requiring a curved path, Sieber and his team eventually came up with the following solution: the parts are first produced in the form of two half shells. These can be made by milling – again starting with a solid block of copper. But with just one millimetre of wall remaining at the end, the individual parts “become somewhat bendy, like raw spaghetti”, says Sieber. “Or perhaps macaroni? After all, our chambers are hollow on the inside,” he adds with a smile. To prevent anything from slipping around or getting bent, Sieber and his team had one of their milling machines modified so that the copper block is now held in place by suction during machining.
Soldering with silver
Once the upper and lower halves have been milled, they must be placed on top of each other and joined. “We solder them together with silver wire, which forms a copper-silver joint when heated.” As you might expect, this soldering is not done by hand with a soldering iron; instead, the entire workpiece is heated in a special oven. This ensures that the soldered joints are leak-proof and that the vacuum chambers really do maintain a vacuum once installed. The uniform heat of the oven also minimises distortion of the parts.
The soldering oven is located in a different room within the workshop, and its shape and size are surprising. It is cylindrical and stands six metres high, like a small silo whose lid can be raised. The room is ten metres high in order to accommodate it. “We not only solder the half-shells together here; the individual sections are also soldered together using silver wire, assembling them to form a single chamber,” says Sieber, in explaining why such dimensions are necessary. The chamber sections are stacked vertically in the oven, one on top of another. “This is the best way of keeping everything in shape when the heat softens our macaroni, just as pasta softens when you cook it.”
In the oven too, a vacuum is first created so that the surface of the copper is not contaminated by air molecules, i.e. oxidised. It is then heated to almost 1000 degrees. “The entire process takes around 20 hours,” says Sieber. “And we only get one shot at it.”
Text: Paul Scherrer Institute/Laura Hennemann
Read how the physicist Romain Ganter guides us through the rest of the production process at the West Site of PSI in Part 3, as from 22.06.2023.
Contact
René Sieber
Large Research Facilities Division, head of the Production Technology Section
Paul Scherrer Institute PSI
+41 56 310 54 19
rene.sieber@psi.ch
[German]
Dr. Romain Ganter
Large Research Facilities Division, head of the Vacuum Section
Paul Scherrer Institute PSI
+41 56 310 52 79
romain.ganter@psi.ch
[German, English, French]
Further information
SLS 2.0 - The upgrade of the Swiss Light Source SLS
Copyright
PSI provides image and/or video material free of charge for media coverage of the content of the above text. Use of this material for other purposes is not permitted. This also includes the transfer of the image and video material into databases as well as sale by third parties.